Decision-making aid for project managers: Which thermoplastic is suitable for applications in aggressive environments?

Under extreme conditions, e.g. in flue-gas cleaning at power plants and industrial facilities, materials must reliably and permanently maintain their mechanical properties despite chemical and thermal stress.
The challenge for project managers is to select the right material that meets all the requirements, while also offering the best value for money. The purpose of this post is to help you in your decision-making.
Background:
The battle against corrosion
Corrosion damage is a serious problem for anyone operating industrial plants and power stations. Corrosive chemical processes are a threat to steel structures and pipelines and can be very expensive.
The World Corrosion Organisation (WCO) reckons that worldwide corrosion damage costs around US$ 2.5 trillion per year.
The causes of corrosion are manifold and can involve a variety of factors, as thermal, chemical and mechanical forces may overlap and interact with one another. Corrosion is usually the cumulative or compounded effect of variables that are often not at all critical in themselves.
What does this mean for the selection of suitable materials for use in industrial plants and power stations? To be corrosion-resistant, structural components must be designed for each specific situation, i.e. for a given combination of variables and stress patterns. They may of course vary during operation.
Comparison of materials for applications in aggressive environments
Basically, two types of material systems are suitable for use in aggressive environments: firstly, high-quality solid materials that do not need any coating to protect them from chemicals; and secondly, low-quality materials that require high-quality coats to protect them from chemical stress.
To help you, we have compared a number of common materials (metals and plastics) for their resistance to corrosion and extreme temperatures as well as their mechanical properties and price.
What may come as a surprise to many project managers: polyphenylene sulphide – a thermoplastic material – is the material of choice in all categories, including price.
| Thermoplastics | Thermosets | Metals | ||||||
| PPS | PP | PEEK | PBT | Vinyl ester | Hastelloy | Stainless Steal 316 | Titanium | |
| Corrosion resistance | ||||||||
| Hydrochloric acid 2% | + | + | + | 0 | + | + | 0 | + |
| Hydrochloric acid 37% | + | + | + | - | + | 0 | - | + |
| Sulfuric acid 2% | + | + | + | 0 | + | + | 0 | + |
| Sulfuric acid 70 % | + | + | 0 | - | + | 0/+ | - | + |
| Phosphoric acid 10 % | + | + | + | - | + | + | 0 | + |
| Phosphoric acid 85% | + | + | + | - | + | + | - | + |
| Hydrofluoric acid 40 % | + | + | - | - | + | + | - | - |
| Cu/Fe/...-Chlorides (aq.) | + | + | + | 0 | + | 0/- | - | +/0 |
| Hydrogen sulfide (wet) | + | + | + | - | + | 0/+ | 0 | + |
| Sodiumhydroxide 20% | + | + | + | 0 | + | + | + | - |
| Green Death | + | + | + | - | + | 0/+ | - | 0 |
| Temperature resistance | ||||||||
| 0 - 80°C | + | 0 | + | + | + | + | + | + |
| 80 - 120°C | + | - | + | + | + | + | + | + |
| 120 - 200°C | + | - | + | - | - | + | + | + |
| Mechanical properties | ||||||||
| Relative strength | FFF | F | FFF | FFF | FFF | FFFF | FFFF | FFFF |
| Price level | €€ | € | €€€€ | € | €€€€ | €€€€ | €€ | €€€€ |
A comparison of polyphenylene sulphide (PPS) shows that thermoplastic offers the highest resistance to thermal, chemical and mechanical impact, even with high-quality nickel-based alloys. This also applies under extreme conditions, as we were able to confirm in a series of extensive tests.
We started by testing PPS in a laboratory, using highly concentrated sulphuric acid under high temperatures, and we then tested it under real-world conditions in flue gas over a period of two years. Both tests confirmed the reliability of PPS.
Laboratory test confirms the outstanding properties of PPS
Safe application and fail safety together have the highest priority in industrial applications. This is also true for testing new materials under real-world conditions. To minimise the risk of a real-world test, we also carried out a laboratory test on the theoretical properties of PPS for a flue-gas cleaning customer.
Material samples were exposed to 70% sulphuric acid and a temperature of 150°C over a period of two weeks. This corresponded to several years of exposure at the kind of lower acid concentrations which prevail on flue-gas treatment sites. In particular, we tested PPS as an unreinforced raw material, comparing it with PPS GF 40 with 40% glass fibre content.
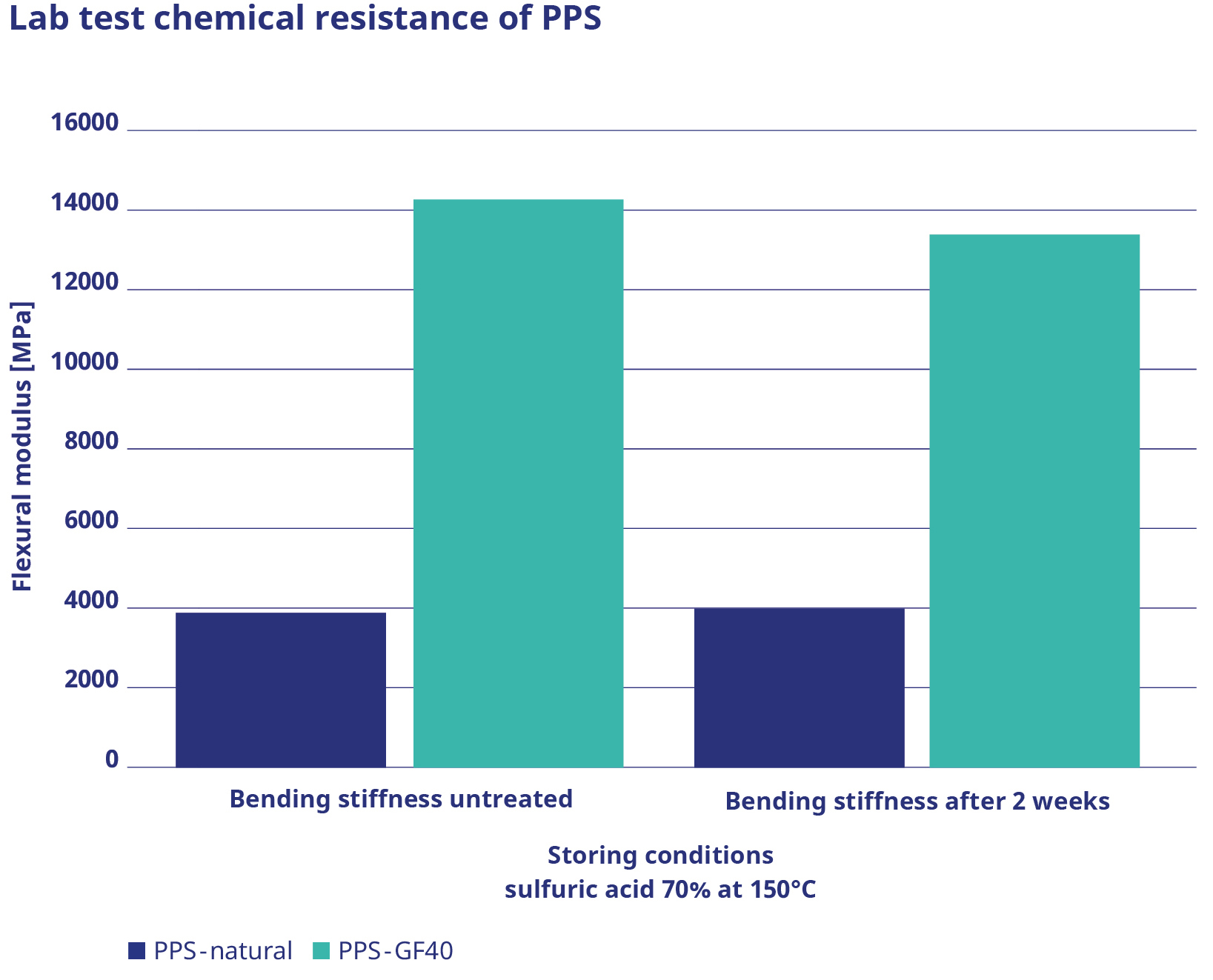
The result: In this specific case, PPS GF 40 reliably met the chemical, thermal and mechanical requirements, so we decided it was suitable for successful long-term testing at the customer’s plant.
Dr. Thorge Brünig - R&D Manager at Technoform
Long-term test with flue gas ensured reliability in a real-world environment
Prior to using PPS GF 44 load-bearing structural components in the flue-gas environment of a sewage sludge incineration plant, several material samples were exposed to the actual chemical load on site over a period of two years.
This involved placing material samples in various places in the plant to test the reliability of the material under the different acid concentrations which occur in flue-gas treatment. Depending on the composition of the incineration material (sewage sludge), there is also a change in the chemical environment to which the plastic is exposed.
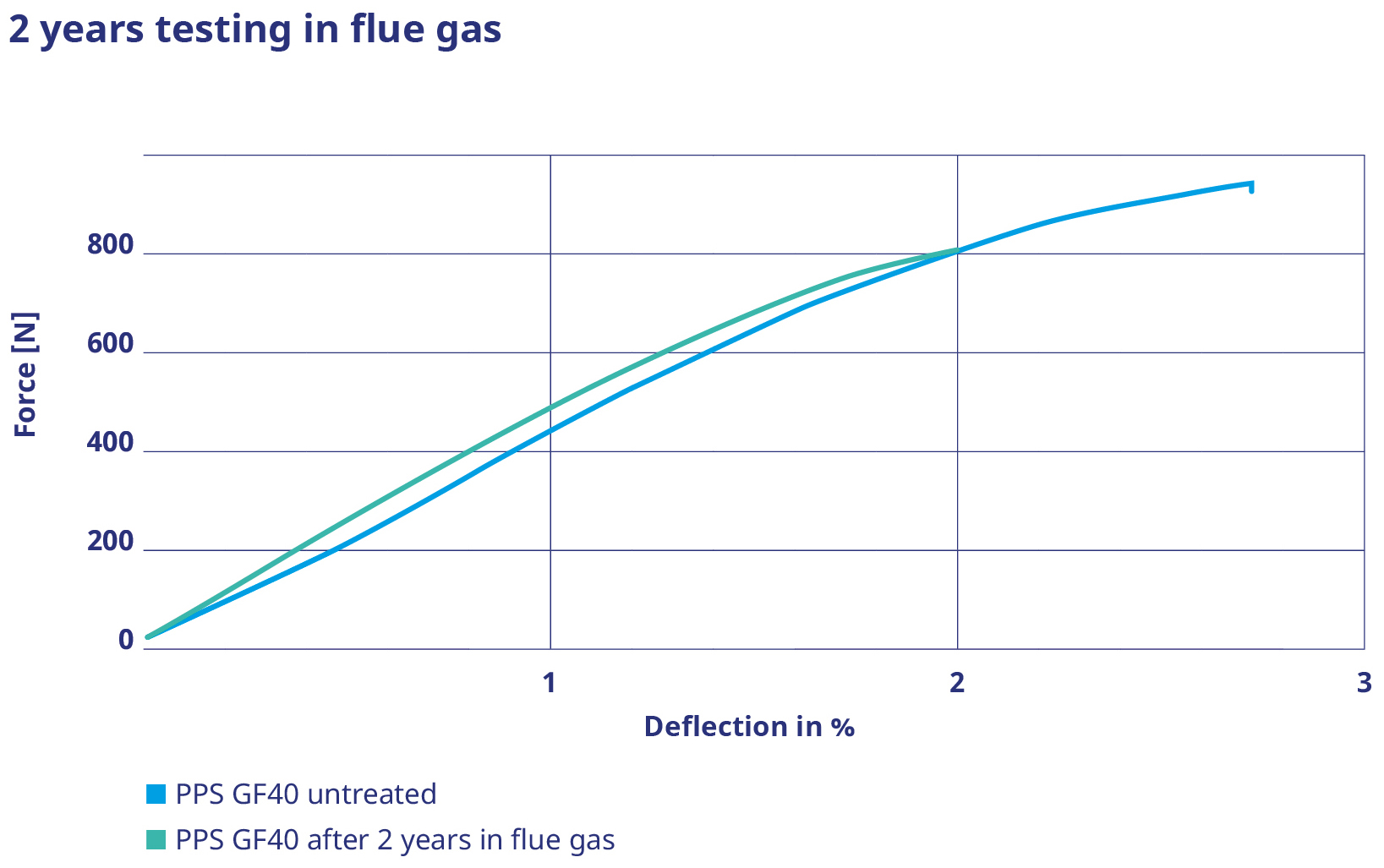
The result: After two years of testing, the mechanical resilience of the live test samples was identical to that of the unexposed control samples.
Conclusion:
Reliability of PPS in aggressive environments confirmed in both lab and real-world tests
Our tests and applications in practice show that it is worth rethinking the structural designs of power plants and industrial facilities. Whereas, in the past, precious and high-alloy metals were still the materials of choice, today’s thermoplastics offer similar properties and in fact even have important advantages for processing and production.
Side note;
PPS is not only a winner in an aggressive environment.
Here are some other positive properties of polyphenylene sulphide:
- Excellent dimensional stability and low shrinkage (simplifies the design of connectors)
- Very low creep resistance compared with other thermoplastics (e.g. PBT and PA – values are similar to PEEK and PPA at a lower price)
- Very low water absorption, i.e. longitudinal expansion only due to temperature
- Depending on the application, different types of connection are possible, both without permanent locking (bolts/screws, clips, plug-in connectors) and with permanent locking (hot riveting, friction welding, ultrasonic welding).
- Machining can be carried out quickly and easily.

Interested in the documentation? Download our Whitepaper here.